简约而不简单,我们的《黑河》【当地】直缝管螺旋钢管省心又省钱产品视频将用最直观的方式展示产品的核心价值。
以下是:《黑河》【当地】直缝管螺旋钢管省心又省钱的图文介绍

我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。钢兴钢管
有限公司将一如既往的严格执行各项标准,不断提高 45#大小口径厚薄壁、产品质量和服务,使我们的 45#大小口径厚薄壁、产品成为您的选择,愿我们用优质的 45#大小口径厚薄壁、产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。


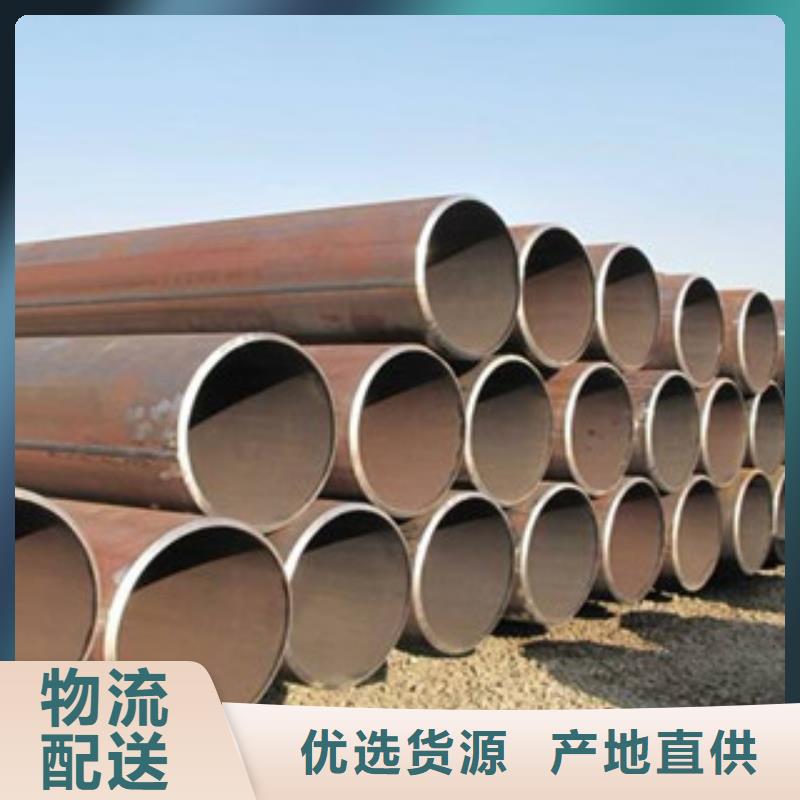
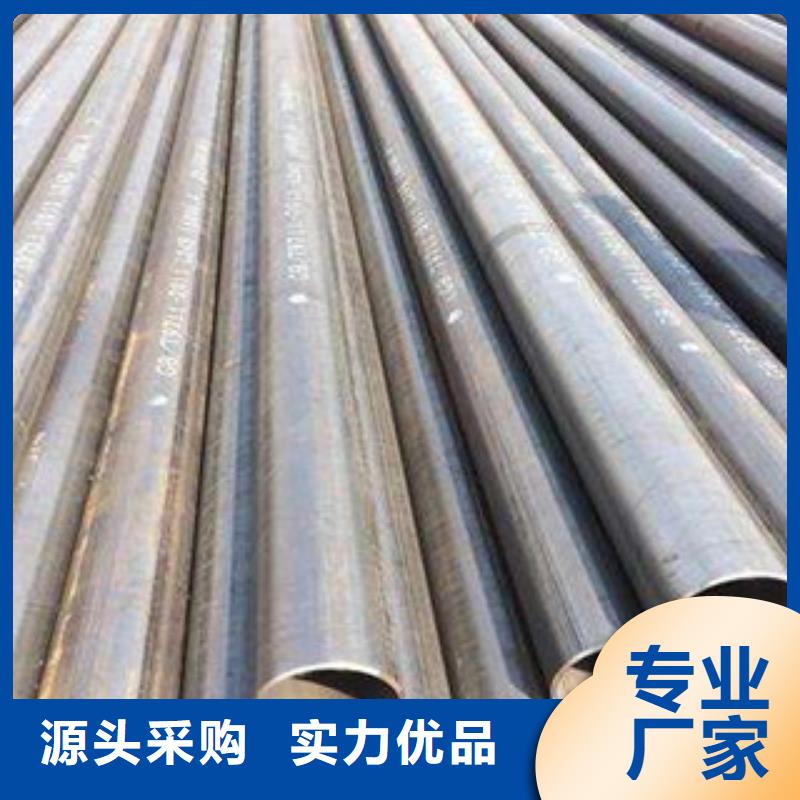
直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。 螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。



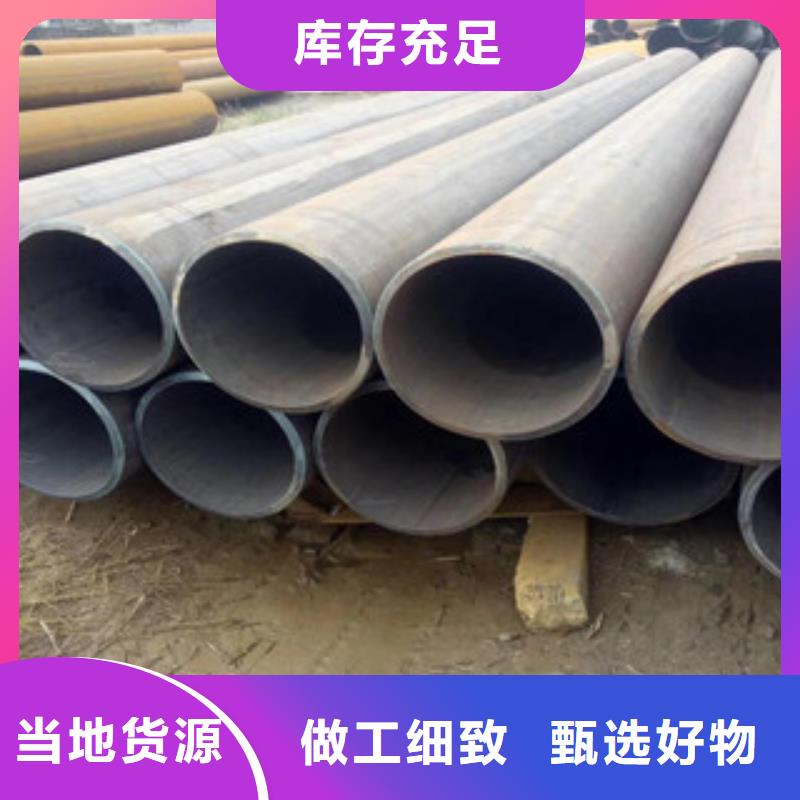
埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或消除在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、消除钢管成型和焊接的残余应力:冷扩径可以消除成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。


大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。



 扫一扫
扫一扫