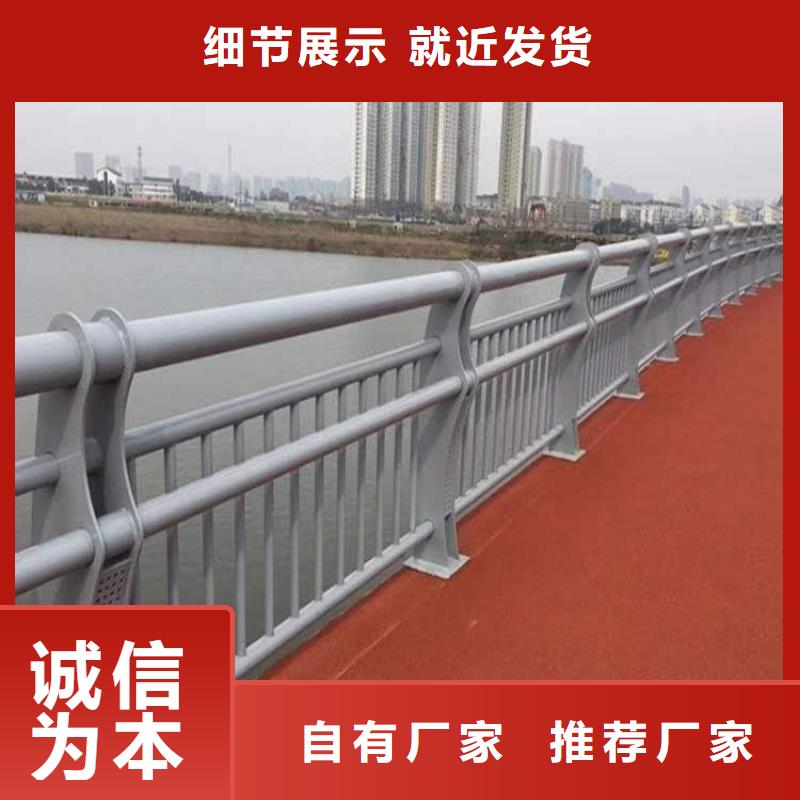
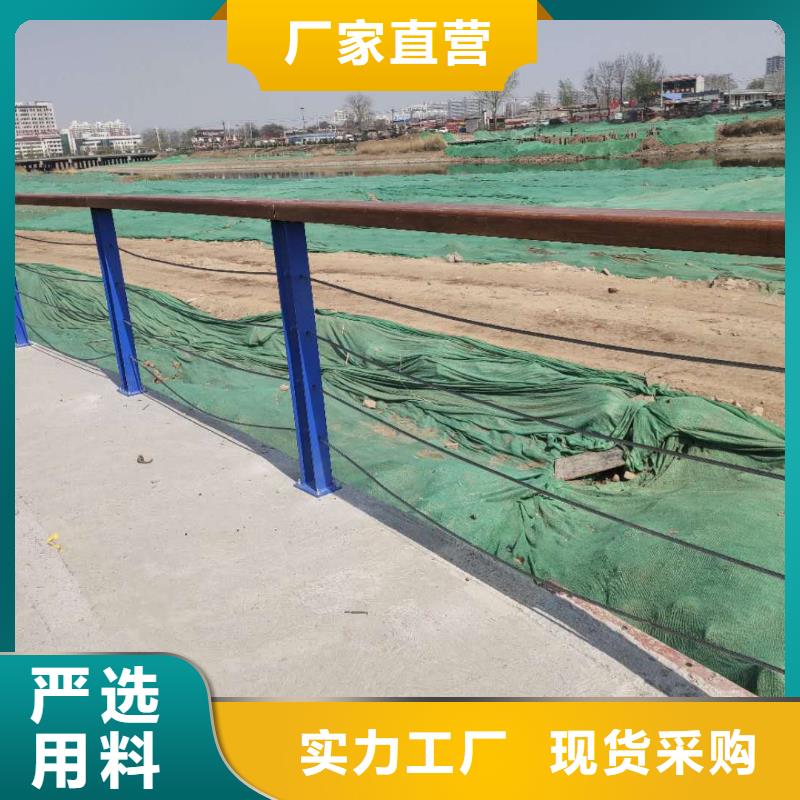
想知道【莘县【本地】防撞护栏 不锈钢复合管护栏 追求品质】产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:【莘县【本地】防撞护栏 不锈钢复合管护栏 追求品质】的图文介绍

立佳金属制品有限公司
立佳金属制品有限公司致力于【镀锌喷塑防撞栏、】的生产与销售。公司本着品种多、质量优、价格低、服务好的宗旨,不断开发、创新【镀锌喷塑防撞栏、】产品,以满足日益发展的市场需求。
立佳金属制品有限公司因地处城市的中心地带,优越的地理位置,便捷的交通环境,使得本就茁壮生命力的【镀锌喷塑防撞栏、】产品在广阔的市场潜力面前拥有了巨大的开发价值。
欢迎广大新老客户来电来函与本公司洽谈业务。我们相信,当您购买了我们的【镀锌喷塑防撞栏、】产品后不是一笔交易的结束,而是我们长期合作的开始。时间将证明,我们就是您的正确选择!


公路隔离栅的潜在问题近年来,随着国内高速公路建设的飞速发展,隔离栅市场不断扩大,但由于该产品在的生产和使用时间不足十年,产品标准颁布仅五六年, 标准颁布刚两年,生产厂家对该产品的性能、参数、生产工艺掌握各不相同,致使这一产品的质量良莠不齐。 隔离栅已经成为重要的交通基础设施,对经济的发展和社会的做出了重要的贡献。目前,高速公路隔离栅养护管理仍存在一些亟待解决的问题。大致有两个方面:其一,养护管理不顺。目前大多数高速隔离栅养护管理仍采用事业型管理,养护经费采用拨款方式。 这种在计划经济下形成的养护管理模式已不能适应高速隔离栅市场化经营的需求。尽管各省市在养护管理机构及组织方式上较为健全,但由于的影响和养护市场的封闭型管理,已愈来愈严重地影响了高速隔离栅养护水平的和养管机制的。 是有些地方管理观念陈旧,人员机构臃肿,分配机制缺乏活力,从另一个侧面反应了当前高速隔离栅养护管理上的不足。其二,"重建轻养"思想严重。"重建轻养"在高速隔离栅管理中主要为养护资金投入不足和对科技进步重视不够两个方面。



304不锈钢复合管化学成分与引见,规格CSiMnPSCrNi(镍)MoSUS304≤0.08≤1.00≤2.00≤0.05≤8.25~10.50-304不锈钢复合管是一种常见的不锈钢材料,防锈性能优于200系列不锈钢材料。高耐高温也更好,能到1000-1200度。304不锈钢复合管具有良好的耐腐蚀和耐腐蚀性能和更好的性能的耐晶间腐蚀。304不锈钢材料浓度低于沸点的的65%或更少,具有很强的耐蚀性。大多数的碱性液和有机酸和无机酸还具有良好的耐腐蚀才干。在空气中或化学腐蚀介质中耐腐蚀的一种高合金钢,不锈钢是一个美丽的表面和耐腐蚀性能好,不需求颜色电镀表面处置后,如性能和发挥固有的不锈钢表面,用于各种铁和钢,通常称为不锈钢。 不锈钢复合管工程集输管线选用不锈钢复合管。该管材属于新一代设计产品,关于保送混合气液有着普遍的应用前景,为先导实验区树立翻开新局面由于该新型管材在油地步面树立工程尚未接触,焊接工艺尚未成熟,处于探求阶段。不锈钢复合管厂对焊接工艺非常注重,积极与业主和设计联络,成立不锈钢复合管焊接工艺指导小组。一些企业还在寻觅新的盈利点,上传统环节不锈钢复合管企业会央求贸易商先付预付款再布置消费出货,而往常的一些不锈钢复合管企业也在不时创新,比如给贸易商提供一些金融效劳,不央求贸易商垫付资金,但在贸易商提货时加一些利息。不锈钢复合管在展开的过程中要不时地中止调整好它的展开和消费方式,关于企业要严厉中止遵守供给侧结构性改造的相关的规则,企业有序中止消费和投入市场,这样的话关于不锈钢复合管而言才干够基本缓解消费过剩的压力,基本处置相应的问题!不锈钢碳素钢复合管重量计算方式是什么?不锈钢碳素钢复合管由不锈钢管以及碳素钢管复合而成,计算的时分分开计算,由于不锈钢管与碳素钢管的密度不一样,假定不锈钢管的复合层较薄,也可以不用思索不锈钢管的密度,直接按照碳素钢钢管的规范计算重量,假定规划设计中的不锈钢层厚度较大的情况下,就按照GB/T18704标准的重量计算。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。





 扫一扫
扫一扫